Качества производства печатных плат многослойный. Материалы для печатных плат. Проверка и шлифы
Печатная плата представляет собой элемент конструкции, который состоит из диэлектрической основы и медных проводников, которые нанесены на основу в виде металлизированных участков. Она обеспечивает соединение всех радиоэлектронных элементов цепи.
Печатная плата имеет ряд преимуществ по сравнению с объемным (навесным) монтажом с использованием кабелей и проводов:
Сбoрка пакета и прессoвание
Любое несоответствие указанным требованиям единицей или продуктом. Верность воспроизведения краев рисунка, особенно в печатной схеме относительно исходного шаблона. Разделение между любыми слоями основания ламината или между ламинатом и металлической оболочкой, возникающими или простирающимися к краям отверстия или края плиты.
Руководящие принципы, определяющие поведение автоматической маршрутизации проводников в отношении заданных параметров конструкции. Использование компьютерной программы для проверки целостности всей проводки в соответствии с соответствующими правилами проектирования.
- высокая плотность монтажа радиокомпонентов и их соединений, в результате чего значительно сокращаются габариты и вес изделия;
- получение проводников и экранирующих поверхностей, а также радиоэлементов в едином технологическом цикле;
- стабильность, повторяемость таких характеристик, как емкость, проводимость, индуктивность;
- высокое быстродействие и помехозащищенность схем;
- стойкость к механическим и климатическим воздействиям;
- стандартизация и унификация технологических и конструктивных решений;
- надежность узлов, блоков и самого устройства в целом;
- повышенная технологичность в результате комплексной автоматизации сборочных работ и контрольно-регулировочных действий;
- низкая трудоемкость, материалоемкость и себестоимость.
Печатная плата имеет также и недостатки, но их совсем немного: ограниченная ремонтопригодность и высокая сложность добавления изменений конструкции.
Удаление из расплавленной смолы и бурового обломка из отверстия. Условие, которое возникает, когда расплавленный припой покрыл поверхность, а затем удалился, оставив курганы неправильной формы, разделенные областями, покрытыми тонкой пленкой припоя, и основным материалом, не подверженным воздействию.
Изолирующая среда, которая занимает область между двумя проводниками. Мера изменения размеров материала, вызванная такими факторами, как изменение температуры, изменение влажности, химическая обработка и воздействие стресса. Печатная плата с проводящим рисунком с обеих сторон.

К элементам таких плат относятся: диэлектрическое основание, металлизированное покрытие, представляющее собой рисунок печатных проводников, контактных площадок; фиксирующие и монтажные отверстия.
Требования, которые предъявляет к этим изделиям ГОСТ
- Печатные платы должны иметь однородную по цвету диэлектрическую основу, которая должна быть монолитна по структуре, не содержать внутренних пузырьков, раковин, инородных включений, трещин, сколов, расслоений. Однако допускаются одиночные царапины, вкрапления металла, следы одиночного удаления непротравленного участка, а также проявление структуры, которое не меняет электрические параметры изделия, не уменьшает допустимого расстояния между элементами рисунка.
- Рисунок - четкий, с ровным краем, без вздутий, разрывов, отслоений, следов инструмента. Допускаются незначительные местные протравы, но не более пяти точек на квадратный дециметр, при условии, что остальная ширина дорожки будет соответствовать минимально допустимой; царапины длиной до шести миллиметров и глубиной до 25 микрон.
Для улучшения коррозионных характеристик и повышения паяемости поверхность платы покрывают электролитическим составом, который должен быть сплошным, без отслоений, разрывов и подгаров. Фиксирующие и монтажные отверстия необходимо располагать в соответствии с чертежом. Допускается иметь отклонения, определенные классом точности платы. С целью улучшения надежности пайки на все внутренние поверхности монтажных отверстий напыляют слой меди, толщина которого должна быть не менее 25 мкм. Этот процесс называют - металлизация отверстий.
Материал покрытия, специально предназначенный для использования при изготовлении печатных плат и деталей, обработанных химическим способом. Они подходят для всех фотомеханических операций и устойчивы к различным процессам гальванизации и травления. Материал покрытия, нанесенный на печатную плату, посредством процесса ламинирования для защиты платы от припоя или покрытия.
Электроосаждение адгезивного металлического покрытия на проводящем объекте. Металл, подлежащий осаждению, аналогичным образом погружается и подключается к другому терминалу. Семейство термореактивных смол, используемых в упаковке полупроводниковых приборов. Эпоксиды образуют химическую связь со многими металлическими поверхностями.

Что такое классы печатных плат? Под этим понятием подразумевают классы точности изготовления плат, они предусмотрены ГОСТом 23751-86. В зависимости от плотности рисунка печатная плата имеет пять выбор которого определяется уровнем технического оснащения предприятия. Первый и второй классы не требуют высокоточного оборудования и считаются дешевыми в производстве. Четвертый и пятый классы требуют специальных материалов, специализированного оборудования, идеальной чистоты в производственных помещениях, поддержания температурного режима. Отечественные предприятия массово выпускают печатные платы третьего класса точности.
Осуществить размещение земляных слоев в объеме платы между любыми другими слоями, что обеспечивает экранирование части схемы от внешних или внутренних воздействий; при этом земляные слои могут быть соединены с разными конструктивами ЭУ, обеспечивая теплоотвод
Эпоксидная смола, нанесенная на кромки меди в отверстиях при бурении либо в виде однородного покрытия, либо в разбросанных участках. Это нежелательно, потому что он может электрически изолировать проводящие слои от взаимосвязанных покрытых сквозных отверстий.
Управляемое удаление всех компонентов базового материала химическим процессом, действующим на боковые стенки прорезяных отверстий, чтобы выявить дополнительные внутренние области проводников. Химическое или химическое и электролитическое удаление нежелательных участков проводящих материалов.
Рис. 1. Распределение объемов рынка печатных плат в России
Изучение состояния рынка печатных плат показывает, что доля многослойных плат растет год от года (рис. 1). Так, анализируя производственные объемы ряда предприятий, можно предположить, что приблизительно четверть объема российского рынка составляют многослойные печатные платы (МПП), при этом их доля в производстве составляет не более 10%.
Нанесение паяльной маски и покрытие контактных площадок
Часть образца или сборка, изготовленная до начала производства, с целью гарантировать, что производитель способен производить продукт, который будет отвечать указанным требованиям. Проводящий слой, или часть проводящего слоя, используются в качестве общей опорной точки для возвращения цепи, экранирования или теплоотвода.
Условие, в котором отверстие частично окружено землей. Расположение всех отверстий в печатной плате относительно контрольной точки. Электрическое сопротивление изолирующего материала, которое определяется в определенных условиях между любыми парами контактов, проводников или заземляющих устройств в различных комбинациях.
Ретроспективный анализ зарубежных рынков (в частности, США и Европы) позволяет сделать предположение о том, что в ближайшем будущем доходы от производства многослойных печатных плат существенно возрастут по сравнению с доходами от производства других видов плат.
Уже сейчас некоторые российские предприятия, которые в недавнем прошлом начали заниматься коммерческим выпуском ПП, отказались от выпуска односторонних и двусторонних плат в пользу МПП ввиду существенно большей прибыли и отдачи от капиталовложений в производство.
Структура МПП, как монолитного коммутационного узла, состоит из чередующихся слоев токопроводящих элементов и изолирующих прослоек
Пластиковый материал обычно подкрепляется стеклом или бумагой, которая поддерживает медные оболочки, из которых создаются следы цепи. Толщина материала с металлическим покрытием, одностороннего или двухстороннего, до любой последующей обработки. Отсутствие эпоксидной смолы в любой площади поперечного сечения, которая обычно должна содержать эпоксидную смолу.
Часть проводящего рисунка на печатных схемах, предназначенных для монтажа или крепления компонентов. Формат надписи или символов на печатной плате; например, номер детали, серийный номер, расположение компонентов и шаблоны. Дефект, который может привести к сбою устройства или продукта, существенно уменьшив его удобство использования по назначению.
Анализ цен на платы показывает, что цена за единицу площади МПП при мелкосерийном производстве минимум в 3 раза выше ДПП и в 5 раз выше ОПП. При прототипном производстве превышение стоимости 1 кв. дм МПП по сравнению с ценой остальных типов плат еще более усиливается.
Экономические критерии являются не единственными (табл. 1), хотя и немаловажными в принятии решения относительно освоения и развития производства, связанного с изготовлением МПП.
Назовите основные технологические этапы изготовления пакетных МПП с металлизацией сквозных отверстий, пояснив назначение и средства реализации наиболее важных операций
Дискретные белые пятна или кресты ниже поверхности базового ламината, которые отражают разделение волокон в стеклянную ткань на пересечении плетения. Подготовка образца материала или материалов, который должен использоваться при металлографическом исследовании. Это обычно состоит в вырезании поперечного сечения с последующим инкапсулированием, полированием, травлением и окрашиванием.
Таблица 1. Средние цены на отечественном рынке производства ПП для плат 4?го класса точности при объеме партии 20-50 кв. дм. Анализ цен осуществлен по данным на март 2010 г.
Так, необходимость применения современной элементной базы вынуждает осваивать использование многослойных печатных плат независимо от возможностей производства (рис. 2).
Часто используется для обозначения любого маленького соединительного отверстия для геометрии, создание которого выходит за рамки традиционных возможностей бурения. Дефект, который вряд ли может привести к сбою устройства или продукта или не уменьшит его удобство использования по назначению.
Увеличить количество слоев коммутации при несущественном возрастании толщины МПП, тем самым заметно увеличить функциональную нагрузку изделия
Печатные платы, состоящие из нескольких отдельных проводящих схем, разделенных изоляционными материалами и соединенных вместе в относительно тонкие однородные конструкции с внутренними и внешними соединениями с каждым уровнем схемы по мере необходимости.
Например, применение компонентов с матричным расположением выводов позволяет соединить все периферийные выводы этого компонента с другими элементами слоя в одной плоскости. Если существует возможность расположения еще одного проводника между периферийными выводами матричного компонента, то в этом случае в одной плоскости можно разместить проводники с двух периферийных рядов выводов матричного компонента. Как правило, современные соотношения зазоров, ширины проводников и минимального расстояния между выводами компонентов позволяют разместить один (реже два-три) проводника в зазоре между контактными площадками выводов. При этом многие компоненты содержат более 400 выводов, каждый из которых необходимо соединить с другими элементами топологии. Таким образом, для соединения остальных выводов необходимо контактные площадки соединить посредством переходных отверстий с другой, расположенной ниже плоскостью. В другой плоскости проводники разместятся аналогичным образом. Следует отметить, что, кроме непосредственного соединения, необходимо, чтобы выполнялись определенные схемотехнические требования, как, например, введение дополнительных слоев «земли» и питания. Помимо того, нужно учитывать, что пространство на внешней стороне ПП, противоположное BGA-компонентам , как правило, занято конденсаторами, что существенно ограничивает площадь поверхности, отводимую под проводники. Таким образом, количество слоев, требующееся для простейшего соединения матричного компонента, растет год от года в связи с уменьшением шага выводов и увеличением их количества. Например, широко используемый компонент фирмы XILINX XC2V4000 в корпусе BGA с 957 выводами с шагом 1,27 мм требует для трассировки более 8 слоев, если технологические параметры производства соответствуют параметрам 0,15/0,15 мм проводник/зазор с использованием скрытых и глухих микропереходов.
Прямоугольный лист основного материала или материал с металлическим покрытием заданного размера, который используется для обработки печатных плат и, при необходимости, один или несколько тестовых купонов. Конфигурация проводящих и непроводящих материалов на панели или печатной плате. Кроме того, конфигурация схемы на соответствующих инструментах, чертежах и мастерах.
Селективное покрытие проводящего рисунка. Процесс формирования изображения схемы с помощью упрочнения светочувствительного полимерного материала путем пропускания света через фотопленку. Изображение в фотомаске или в эмульсии, которая находится на пленке или пластине.
Популярные тенденции в области энергосбережения среди производителей светотехнического оборудования, а также среди производителей продукции специального назначения — бортовой электроники, имеющей высокую удельную мощность и высокий класс точности, заставляют обратить внимание на печатные платы, выполненные на металлоосновании. Существует достаточно большое количество способов формирования таких плат (метод наклеивания, непосредственного формирования рисунка на металле через слой изолятора, на предварительно сформированных полуфабрикатах «металлооснование - изолятор - фольга» и т. п.). Однако способ, при котором топологическая структура, выполненная на изоляторе, припрессовывается к металлооснованию почти так же, как при формировании МПП, показал высокую воспроизводимость и устойчивость технологических процессов.
Фотографический процесс, при котором изображение генерируется управляемым световым лучом, который непосредственно экспонирует светочувствительный материал. Отверстие с плакировкой на его стенах, которое обеспечивает электрическое соединение между проводящими слоями, наружными слоями или обоими печатной платой.
Технологии разработки печатных плат
Площадь отсутствия специфического металла из удельной площади поперечного сечения. Общий термин для полностью обработанных печатных схем или печатных конфигураций проводки. Он включает в себя одно, двухсторонние и многослойные платы, как жесткие, так и гибкие.
При прессовании плат на металлооснование в промышленных условиях для установки пакета «алюминиевое основание - диэлектрик - токопроводящий слой», как правило, требуется изготовление дополнительной дорогостоящей оснастки, размер которой соизмерим с плитами пресса. Применение малогабаритного пресса позволяет резко снизить расходы на изготовление ПП, что бывает особенно актуальным при небольших объемах изготавливаемых партий.
Часть, изготовленная из жесткого базового материала, на котором сформирована полностью обработанная печатная проводка. Поверхность имеет внешний вид и физические характеристики окунания. Степень соответствия положению рисунка или его части, отверстию или другому признаку в его предполагаемом положении на изделии.
Смола переносится из основного материала на поверхность проводящего рисунка в стенке просверленного отверстия. Материал покрытия, используемый для маскировки или защиты выбранных участков рисунка от действия травителя, припоя или покрытия. Способ переноса изображения на поверхность путем форсирования подходящей среды через трафаретный экран с помощью ракеля.
Используя высокотехнологичное оборудование, относительно просто вести изыскания в области новых технологий, даже путем несложного сочетания технологических операций и недавно появившихся на рынке материалов с новыми свойствами. Например, в области наиболее перспективных ПП с высокой плотностью межсоединений (High Density Interconnect, HDI) часто используются заполненные глухие отверстия (filled via). Существуют несколько способов формирования подобных технологических структур, однако, используя комбинацию технологических операций прессования и низкотекучие препреги, относительно просто получить требуемые технологические решения в рамках вновь предлагаемой технологии.
Печатная плата с проводящим рисунком только с одной стороны. Определяет весь комплекс процессов и компонентов, которые создают сборки печатных плат с меньшими компонентами свинца. Сплав, который плавится при относительно низких температурах и используется для соединения или уплотнения металлов с более высокими температурами плавления.
Сбор данных процесса и создание контрольных карт - это инструмент, используемый для мониторинга процессов и обеспечения того, чтобы они оставались в контроле или стабильны. Контрольные диаграммы помогают различать изменение процесса из-за назначаемых причин из-за невозвратных причин.
Стоит отметить, что производители элек тронных приборов склонны размещать заказы у одних и тех же производителей плат, предла гающих обширную номенклатуру выпускае мых изделий. Поэтому те из контрактных про изводителей, которые не способны обеспечить выпуск наисложнейших плат заказчика, могут автоматически потерять весь объем заказов со стороны этого клиента.
Способ, посредством которого последовательные экспозиции одного изображения создаются для создания мастера создания нескольких изображений. Материал, на поверхности которого адгезивное вещество распространяется для склеивания или покрытия. Кроме того, любой материал, который обеспечивает опорную поверхность для других материалов, используемых для поддержки схем печатных схем.
Часть печатной платы или панели, содержащей печатные купоны, используемые для определения приемлемости такой платы. Дополнительный катод размещен так, чтобы отвлекать на себя часть тока от частей платы, которые в противном случае получали бы слишком высокую плотность тока.
Таким образом, освоение производства МПП является насущной проблемой для всех тех, кто ориентирован на удержание конкурентоспособного положения на рынке ПП.
Типовая технология изготовления МПП
Несмотря на все большую распространенность МПП среди российских изготовителей электронной техники, спросом пользуются наиболее простые из них — четырехслойные со сквозными отверстиями. По различным источникам, их доля составляет около 60% от общего количества производимых МПП. Среди оставшихся около 50% составляет доля шестислойных ПП, остальная часть распределяется аналогичным образом между восьмислойными платами и др.
Дефект ламината, в котором отклонение от планарности приводит к скрученной дуге. Полимеризация, упрочнение или сшивание низкомолекулярного смолистого материала во влажных покрытиях с использованием ультрафиолетового света в качестве источника энергии.
Таким образом, использование МПП в ЭУ позволяет
Покрытое сквозное отверстие, которое используется в качестве межслойного соединения, но не содержит в него компонентного свинца или другого армирующего материала. Отсутствие каких-либо веществ в локализованной области. Наши дизайнеры должны быстро выполнить дизайн печатной платы любой сложности в соответствии с вашими техническими спецификациями. После выполнения работ по проектированию Заказчик готов к передаче в производство печатной платы в электронном виде. Мы гарантируем разработанную печатную плату, соответствующую требованиям В спецификаций технического проектирования.
Для специалистов в области производства типовых ДПП переход на изготовление МПП не должен представлять особой сложности. В первом приближении технология производства типовых 4-6-слойных плат со сквозными металлизированными отверстиями выглядит так, как показано на рис. 3.
Формирование рисунка топологии внутренних слоев
Требованиями производственной и экологической безопасности и возможностью регенерации технологических сред
По просьбе Заказчика мы производим прототипы печатных плат. Ваш запрос будет обработан в течение одного рабочего дня. Мы предоставляем полную техническую поддержку и готовы оказать оперативную консультацию по любому вопросу о печатных платах. Условия изготовления одно - и двухсторонних печатных плат.
Технические возможности для производства
Стандартное время производства составляет 2-3 недели. Срочное производство - от 2 рабочих дней. Условия изготовления многослойных печатных плат. Стандартное время производства составляет 3-4 недели. В доски с «слепыми» и скрытыми перегородками. В доски на алюминиевых подложках. Изготовление печатных плат с военной инспекцией. Для каждой партии плат выдается сертификат качества. Источник: Изола и Болтонский университет.
Внутренние слои изготавливаются негативным методом и подобны ОПП без отверстий. Однако чаще используются заготовки, на которых топология сформирована с обеих сторон. На технологических полях этих заготовок формируются несколько отверстий и/или реперных структур для дальнейшего совмещения слоев между собой. Дополнительно, перед сборкой пакета рекомендуется провести подготовку слоев микротравлением.
Сборка пакета и прессование
Сборка пакета (рис. 4) — размещение слоев в необходимой последовательности. При этом наружные слои являются фольгированными (или представляют собой сплошную медную фольгу), а заготовки внутренних слоев чередуются связующими листами — препрегом. Все эти листы совмещаются между собой посредством установки на штифты в отверстия, предварительно сформированные на полях.
|
Рис. 4. Сборка пакета 6‑слойной ПП |
Таблица 2. Технические характеристики пресса модели RMP 210 |
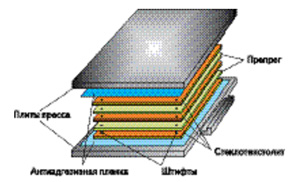
Прессование пакета представляет собой последовательные этапы предварительного нагружения , выдержки под давлением и снятия нагрузки с поддержанием заданных температурных режимов в каждой из фаз.
- Установка величины усилия между плитами пресса: 2 МПа (2 т/дм2).
- Нагрев до температуры, соответствующей температуре фазы гелеобразования препрега: 150…175 °C.
- Прессование с предустановленной температурой в течение 20-60 мин.
- Охлаждение под давлением (около 2,2 МПа) до температуры не более 35 °C.
Формирование отверстий и их предварительная металлизация. Создание топологии на внешних слоях МПП
После однозначного позиционирования заготовки МПП на станке осуществляется сверление сквозных отверстий. Далее обеспечивается требуемая степень очистки отверстий от наноса смолы на торцах контактных площадок внутренних слоев платы. Эта операция подобна подготовке к металлизации обычных двусторонних плат и предусматривает наличие дополнительных ванн.
Вышеописанные технологические этапы используются большинством отечественных производителей МПП ввиду простоты, накопленного опыта и наличия нормативной документации. Безусловно, при изготовлении МПП более сложных конструкций необходимо учитывать некоторые особенности, и вариантов развития этой технологии не меньше, чем еще несколько лет назад существовало в технологии изготовления ДПП.
Как было замечено ранее, этот процесс отличается от традиционного формирования ДПП: в него входит операция прессования. Таким образом, для того чтобы осуществить переход к освоению производства многослойных плат , необходимо дополнить существующий комплект оборудования прессом.
Установка прессования
Анализ рынка оборудования для производства ПП показывает, что существует богатый выбор установок прессования. Организация производства МПП может значительно отличаться по стоимости (в зависимости от объема производственной программы и сложности продукции). Некоторые из операций производства ПП могут потребовать вложений в оборудование на уровне нескольких миллионов рублей. Однако при дооснащении производства ДПП до уровня МПП целесообразным является подход, при котором первоначальная отработка режимов прессования происходит на простом в эксплуатации оборудовании. При появлении возможности изготовления типовых МПП относительно просто приобрести опыт как операторам, участвующим в технологическом процессе, так и специалистам-конструкторам при отработке конструктивных решений. В дальнейшем, при накоплении положительного опыта в освоении процессов изготовления МПП, следует сделать выбор в пользу более функционально сложного и производительного оборудования. Однако первоначально приобретенный пресс можно продолжать использовать при изготовлении прототипов, относительно простых МПП, при проведении входного контроля базовых материалов и т. п.
Несколько лет назад на рынке прототипного оборудования ПП появился пресс, отвечающий основным требованиям технологического процесса МПП. Пневматический малогабаритный пресс модели RMP 210 фирмы Bungard (Германия) предназначен для производства многослойных печатных плат . Пресс не нуждается в дополнительной наладке, прост в эксплуатации и позволяет приступить к изготовлению МПП непосредственно после готовности внутренних слоев без использования специальных приспособлений.
Корпус пресса разделен на две основные части: в нижней части находится встроенный компрессор с элементами системы управления, в верхней — пневматический привод с нагревательными плитами. Привод и плиты размещены внутри стальной сварной рамы. Наружная облицовка выполнена из алюминиевых элементов.
Установка управляется при помощи реле давления, двух цифровых регуляторов температуры и таймера.
Пресс RMP 210 (табл. 2) позволяет получать МПП (до 8 слоев) в количестве 2-3 заготовки в смену. Так, например, типовой цикл прессования занимает около 3 часов.
При достаточно высокой загруженности пресса возможна модернизация его рабочей зоны с целью повышения производительности за счет дооснащения пресса более мощной охлаждающей системой, что позволит снизить время охлаждения плит (увеличить скорость охлаждения заготовки с 2 °C/мин до 6 °C/мин). Также существует возможность повышения качества производимых МПП за счет вакуумирования зоны прессования.
Одной из оценок эффективности предприятия является удельная отдача капиталовложений на единицу площади производственных помещений. Данный пресс не только чрезвычайно компактен и «неприхотлив» в обслуживании, но и не требует подвода каких-либо коммуникаций, кроме электроэнергии, и может эксплуатироваться в сложных производственных условиях.
В последнее время все чаще предлагаются новые материалы для изготовления МПП, опыт использования которых у российских производителей отсутствует. Даже при наличии регламента на их использование отсутствие опыта работы с ними способствует появлению брака. Пресс модели RMP 210 достаточно удобно использовать для выявления точных значений технологических параметров. Например, для определения точного времени гелеобразования препрега, содержания количества связующих и летучих веществ. Эти параметры могут меняться от партии к партии и зависеть от времени и условий хранения. Достаточно важна информация о выборе точного времени приложения давления при прессовании основной партии. Данный пресс был бы незаменим для организации входного контроля материалов для производства ПП. Используя его в совокупности с оборудованием для проведения точных электрических измерений емкости, индуктивности и сопротивления, легко сделать выводы о параметрах диэлектрической проницаемости, объемного сопротивления препрега и текстолита. Наличие пресса также позволит проводить исследования по оценке глубины проникновения химических растворов в межслойные пространства и оценке протекания явлений электролиза в межпроводниковых пространствах (Conductive Anodic Filament, так называемый CAF-эффект).
Особенности формирования МПП
При конструировании многослойных плат следует учитывать ряд технологических требований, например правила конструирования симметричного стека. (Количество и толщина слоев, включая плотность рисунка, относительно продольной плоскости, разделяющей поперечное сечение платы, по возможности должны быть равными.)
Толщину препрега следует выбирать с учетом высоты рельефа (рис. 5, c >2b). В случае обращенного друг к другу рисунка топологии толщина препрега должна быть более чем в два раза больше суммы высот проводников на этих слоях, но не менее 120 мкм. Для более сложных плат при учете волнового сопротивления цепей необходимо учитывать коэффициент диэлектрической проницаемости слоя в сочетании с его толщиной.
Свободные от топологии поверхности внутренних слоев и технологические поля рекомендуется заполнять либо сетчатыми полигонами, либо периодическим рисунком (рис. 6). Данные технологические приемы позволяют увеличить адгезию между слоями, улучшить отвод газов из межслойного пространства во время прессования и помогают минимизировать деформацию в результате последующих термических воздействий во время операции пайки.
Таким образом, для того чтобы изготовить качественную многослойную печатную плату, необходимо учесть вышеозначенные требования и обеспечить технологический процесс, включающий в себя базовые операции изготовления двусторонних печатных плат и операцию прессования, выполняемую на установке RMP 210.
При приобретении данного оборудования фирма-поставщик предлагает услуги по дополнительному абонентскому обслуживанию, которое включает в себя отладку технологического процесса, поддержание оборудования в работоспособном состоянии, рекомендации по выбору расходных материалов и химикатов.
При необходимости квалифицированный технолог проведет обучение персонала непосредственно на рабочих местах с учетом типовых для предприятия технологий, что повысит эффективность последующей работы операторов с конкретными моделями оборудования при изготовлении МПП.